摘要:本文由365环保公司整理而成,主要讲述海上平台生活污水技术,海上石油平台受环境的限制,要求工艺简练、设备占地空间小。 很多陆地成熟应用的技术工艺,如A2O、氧化沟等并不适于海上平台。 因此,需开发占地面积小、处理性能高的工艺及成套设备。 其中电催化氧化一体化设备因占地较小、 处理效果较高成功替代了原有生化系统, 但对于海上平台仍期望体积和占地面积继续下降。 ......
关键词:污水处理方法,污泥干燥,工业水处理.
海上石油平台受环境的限制,要求工艺简练、设备占地空间小。 很多陆地成熟应用的技术工艺,如A2O、氧化沟等并不适于海上平台。 因此,需开发占地面积小、处理性能高的工艺及成套设备。 其中电催化氧化一体化设备因占地较小、 处理效果较高成功替代了原有生化系统, 但对于海上平台仍期望体积和占地面积继续下降。 这就要求提高设备单位体积降解 COD 的效率。 电催化氧化技术(ECO)是在电场作用下产生强氧化性的羟基自由基或其他自由基,将污水中的有机物完全分解为无害的 H2O 和CO 。 光-电耦合催化氧化技术(PECO)不仅具有电催化氧化作用,还可减少光生电子和空穴的复合,从而提高有机物的降解效率。 笔者采用光-电耦合催化氧化技术降解 COD,达到相同处理效率条件下减小占地面积和设备空间的目的。
1 试验材料和方法
1.1 试验用水及仪器
试验用水为南海某平台生活污水,为黑水和灰水混合物。 黑水主要是冲厕水,含有大肠杆菌;灰水包括厨房废水、洗衣废水及洗澡废水, 含有大量油污和难降解的表面活性剂。 其水质为 COD 500~800 mg/L,pH 6.5~9.5,电导率 2 000~4 000 μS/cm。 为调节电导率须同步添加海水,海水取自该平台所处海域。仪器:PB-10 型标准 pH 计,赛多利斯;HH-6 型化学耗氧量测定仪、DR800 便携式分光光度计,美国哈希;DHG-9240A 恒温干燥箱, 上海博讯事业有限公司。 ECO 反应器和 PECO 反应器均为自制。
ECO 反应器〔2〕见图 1,有效尺寸 100 cm×100 cm× 65 cm,有效容积 650 L。 采用高效 DSA 阳极板,石墨阴极板为配套阴极板,极板尺寸 100 cm×65 cm,阴、阳极板共设 15 组, 极板间距设 2 cm, 有效板面积0.65 m2(单块阳极板),阳极总有效面积 9.75 m2。
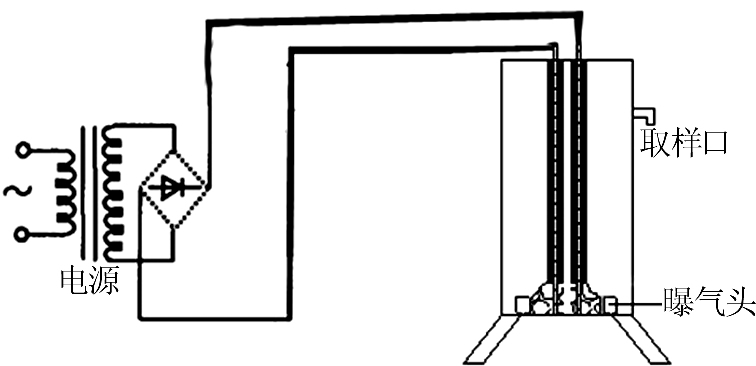
图 1 ECO 反应器
PECO 反应器见图 2, 有效尺寸 80 cm×80 cm× 90 cm, 有效容积 576 L。 阴、阳极板与 ECO 反应器一致, 极板尺寸 80 cm×65 cm, 阴、阳极板共设 15组,极板间距为 2 cm,有效板面积 0.52 m2(单块阳极板), 阳极总有效面积 7.8 m2。 反应器底部设 2 支 275 nm 紫外灯。

1—光电催化单元;2—光源系统;3—极板;4—电源控制系统。图 2 PECO 反应器
1.2 分析方法
COD 采用 GB/T 11914—1989 测定。 IMO.MEPC.227(64)规定达标出水COD 应≤125 mg/L。
1 试验部分
1.1 电催化氧化处理
用 ECO 处理生活污水,总处理水量 100 L,选取阳极电流密度、 海水添加比例、 电解时间为研究参数,设计 3 因素 4 水平正交试验。其中阳极电流密度分别为 200、400、600、800 A/m2, 单块有效阳极板面积为 0.65 m2,对应电流分别为 130、260、390、520 A;按 50%、60%、70%、80%比例添加海水,保持电导率在 9 300、11 500、13 400、15 100 μS/cm; 电解时间分别为 0.5、1、1.5、2 h。测定装置出水 COD,并记录各电流对应不同海水比例时的电压,结果见表 1、表 2。
电流和电解时间决定了总电荷量, 即电催化氧化过程中产生氧化剂的量及污水处理效果。 添加海水主要是为增加污水电导率, 降低运行电压及工艺电耗。 用 Minitab 软件对表 1 结果进行极差分析,影响排序为电解时间>阳极电流密度>海水添加比例
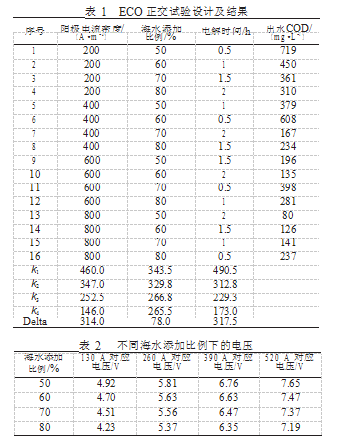
电解时间与电流密度接近。 在 16 组试验中,最优组合为电流密度 800 A/m2、海水添加比例 50%、电解时间 2 h,此时出水 COD 为 80 mg/L,电流为 520 A,电压为 7.65 V。
1.1 光-电耦合催化氧化处理
海水中含有一定量 COD,虽然提高海水比例会增加电导率及降低反应器的运行电压,但添加更多海水会增加 COD 总量和处理总水量,因此 PECO 实验中直接选取 50%为最佳海水添加比例。 以阳极电流密度、紫外光辐照强度、电解时间为研究参数,设计 3 因素 4 水平正交试验。 阳极电流密度和电解时间的设定条件同 ECO, 由于 PECO 有效阳极板面积为0.52 m2, 因此对应电流分别为 104、208、312、416 A,辐照强度条件为 50、100、150、200 μW/cm2, 试验结果见表 3。
由表 3 可见,16 组试验中有 5 组达标(<125mg/L)。 影响因素排序为阳极电流密度>电解时间>辐照强度。 随辐照强度的增大,COD 处理性能少量增加。 考虑到电流密度和辐照强度越低,电耗越低。 因此,最优工艺参数组合为电流密度 600 A/m2、紫外光辐照强度 50 μW/cm2、电解时间 1.5 h,此时出水 COD为 87 mg/L,电流为 312 A,电压为 6.69 V。

吨水电耗为整套系统的总耗电量, 包括反应器及各电气组件。 耗电量以现场电度表显示为准,ECO工艺吨水电耗 41.8 kW·h,PECO 工艺吨水电耗 43.4kW·h。 电极板费用方面,PECO 电极板有效面积为7.8 m2,维护周期为 3 a,1 m2 费用 1 000 元,每年维护费用为 2 600 元;ECO 电极板有效面积 9.75 m2, 更换周期为 1.5 a,每年维护费用为 6 500 元。具体联系污水宝或参见http://www.dowater.com更多相关技术文档。
综上可见,PECO 装置处理出水 COD 在 125mg/L以下时的最佳运行条件优于 ECO 装置。 PECO的电流更低、反应器停留时间短。 因此,处理相同水量时PECO 反应器的装置体积可设计更小(体积比1∶1.18),电极板的使用寿命更长,维护费用更低。 虽然加入紫外灯导致 PECO 装置的整体电耗升高, 但海上平台电力自发,有盈余,即使整体耗电量增加也不影响该技术的使用。 PECO 装置电极板和紫外灯等每年的更换费用合计也低于 ECO 装置。
2.4 连续运行出水稳定性
开发了 24 m3/d 规模的 PECO 中试装置, 对进水进行预处理, 以降低色度、浊度对后续光电催化氧化处理效率的影响。 装置运行参数:电流密度为 600 A/m2、运行电流为 940 A,紫外光辐照强度为 50μW/cm2,电解时间为 1.5 h,电压为 6.8 V。 中试装置以南海某平台生活污水为处理对象,连续运行 60 d。每天各取装置进水和出水 1 次,结果表明,该时段内进水 COD 在 560~750 mg/L, 出水 COD 最低为 51mg/L, 最高 108 mg/L, 稳定低于 125 mg/L, 达到排放指标要求。
3 结论
(1) ECO 处理达标时的最佳条件为电流 520 A,海水添加比例 50%,电解时间 2 h。 PECO 处理达标时的最佳条件为海水添加比例 50%,电流 312 A,电解时间 1.5 h,紫外光辐照强度 50 μW/cm2。
(1) ECO 运行费用为 41.8 kW·h/t,PECO 运行费用为 43.4 kW·h/t,PECO 的电耗略高。 紫外灯比电极板的造价低很多,PECO 的维保费用远低于 ECO。 平台不考虑电耗,因此从运行费用、占地面积和总运行成本角度分析,PECO 更具应用前景。
(1) PECO 中试装置的运行参数: 电流密度 600A/m2,运行电流 940 A,紫外光辐照强度 50 μW/cm2,电解时间 1.5 h,电压为 6.8 V。 经过 60 d 连续运行,出水 COD 稳定低于 125 mg/L,达到排放指标要求。(来源:中海油天津化工研究设计院有限公司)
365污泥处理厂家:我们与每一位客户保持良好的沟通,每一步力求更好、更细微的去保证客户的利益:统筹整体项目、制定合理的方案及完善的售后服务,从产品分类、处理方法、资源再利用、科技智能化、可持续等各方面考虑,不断完成客户委托的每个电子产品销毁项目。主要业务:污水处理、污泥处理、废水处置、污水净化、污泥干燥、污泥脱水、污泥干燥、食品销毁、饮料销毁、乳制品销毁、电子产品销毁、服装销毁、化妆品销毁等服务。
电话
15214-307598
联系人:陈耿
邮 箱:12365@12365.co
手 机:40077-12365
地 址:上海市浦东新区张衡路200号

Copyright © 2010-2020 三六五(上海)环保有限公司 版权所有 备案号:沪ICP备19031845号-1